Lunes a viernes: 08:00 a 14:00 y de 15:00 a 18:00 Sábados: 08:00 a 14:00

Tabla de Contenidos
Cuando se tiene la opción de elegir entre la pintura líquida y el recubrimiento en polvo para dar acabado a piezas de metal, lo más recomendable será optar por el llamado “powder coat”, que supera por mucho a los pigmentos tradicionales. Si le interesa saber por qué, a continuación explicaremos a detalle cómo funciona y las razones por las que los expertos lo prefieren.
El powder coat o recubrimiento de pintura en polvo mediante una pistola electrostática es la forma moderna de pintar las piezas metálicas para otorgarles propiedades de resistencia y protección contra los diferentes factores ambientales.
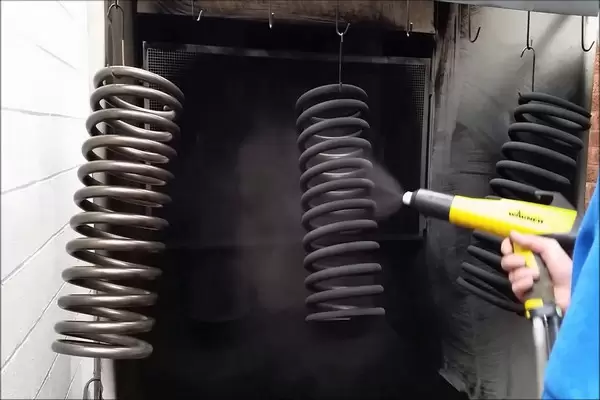
A grandes rasgos, el proceso de powder coat consiste en la aplicación de pinturas en polvo sobre una pieza metálica y posteriormente se somete a un proceso de curación en un horno a altas temperaturas para formar una capa de pintura dura y resistente.
El powder coating es un procedimiento recomendado para los resortes ya que la capa de pintura los protege contra la corrosión, la abrasión, el contacto con productos químicos y las fuerzas de tensión o compresión a las que son sometidos.
Por otro lado, al optar por el powder coating podrá elegir entre una amplia gama de acabados y colores para personalizar sus resortes, brindándoles una mejor apariencia.
Los recubrimientos en polvo se fabrican con una mezcla de ingredientes que se funden, mezclan y enfrían hasta obtener un polvo homogéneo. Dichos ingredientes son:
La pintura en polvo se aplica por medio de un proceso electrostático para atraer las capas de pigmento al lugar deseado. Es un tipo de recubrimiento en el que no se utilizan líquidos ni disolventes, se pueden aplicar capas de diferente grosor y que aporten propiedades específicas al sustrato.
En el caso de los resortes, el powder coating los vuelve más resistentes contra la fatiga, posibles fracturas, deformaciones, entre otros factores a los que son expuestos debido a las condiciones de trabajo.
El proceso de powder coating se divide en los siguientes pasos:
Las pinturas en polvo se clasifican con base en las resinas y materiales de fabricación:
Rendimiento superior al de la pintura tradicional. Actualmente, el powder coating se utiliza en diferentes industrias: automotriz, electrodomésticos, juguetes, mobiliario, entre otras donde se requiera dar acabado a grandes lotes de productos. Además, los materiales protegidos con pinturas en polvo son más resistentes a la corrosión, los impactos y a los productos químicos.
El proceso de powder coating se puede utilizar para todo tipo de resortes. Particularmente se emplea para:
Con el powder coating se basa en el sistema de colores RAL, por lo que se puede obtener diversos colores y acabados para personalizar los resortes. La paleta de colores disponibles para recubrimiento en polvo prácticamente es ilimitada y se puede elegir desde tonos clásicos como el blanco, negro, gris y plata lisos o con efectos metalizados.
La corrosión es un proceso electroquímico que se da de forma natural cuando un metal se expone a la humedad, al aire y al agua. Cuando se aplica el powder coating se forma una barrera física sólida y resistente entre el metal y los elementos ambientales.
Dicha barrera impide que el oxígeno, el agua o la luz ultravioleta entren en contacto directo con la superficie del metal, manteniéndolo protegido.
Por otro lado, el espesor del recubrimiento se puede ajustar para que sea más grueso con el fin de incrementar la protección del metal. Esto es común en entornos agresivos, donde el metal del resorte debe resistir condiciones como la temperatura y peso elevados.
Por ejemplo, los resortes de suspensión que se utilizan en automóviles, o los resortes de cortinas metálicas para negocios deben ser seguros y altamente resistentes para no deformarse ni deteriorarse ante las cargas que soportan en su trabajo diario.
Además, para una adecuada protección, es indispensable elegir el tipo de resina adecuada a la aplicación que tendrá el resorte.
Limpieza inadecuada del sustrato. La presencia suciedad, aceite o óxido puede impedir la adhesión del polvo, causando problemas como desprendimiento o formación de burbujas.
Elección inadecuada de la resina. La resina influye mucho en la calidad y durabilidad del recubrimiento. Por ejemplo, si el resorte se utilizará para conectores eléctricos, la resina debe ser de PVC, de lo contrario podría no tener la misma resistencia. Asimismo, en caso de resortes automotrices, la resina más utilizada es la de poliéster, que aporta resistencia a la abrasión, las altas temperaturas y la humedad.
Espesor erróneo. Una capa demasiado baja puede comprometer la durabilidad del recubrimiento en algunas aplicaciones, mientras que en otras, un espesor excesivo puede provocar cuarteamiento, goteo o formación de burbujas, lo que causa defectos superficiales en la pieza.
Mala distribución del polvo. La distribución de la pintura en polvo debe ser uniforme para tener un espesor adecuado, de lo contrario puede haber zonas sin pintar o con defectos de estética que disminuyan la eficiencia y resistencia del resorte.
Temperatura de curado incorrecta. La temperatura en el horno debe ser la adecuada para la resina, de lo contrario el recubrimiento puede quedar “flojo” y poco resistente. Esto mismo sucede con el tiempo de curado.
Mala calidad del polvo. Si bien el polvo se puede recuperar y reutilizar, cuando ha perdido su calidad puede provocar problemas de adhesión o curado.
Operadores no capacitados. Lamentablemente, el recubrimiento en polvo realizado por personas con poca experiencia es un riesgo por sí mismo, ya que se puede comprometer tanto la calidad del recubrimiento como la integridad de los sustratos.
El powder coating se ha convertido en una opción muy popular en la industria de pinturas y revestimientos al permitir una producción masiva, respetuosa con el medio ambiente, una gran variedad de texturas, colores y efectos especiales.
A continuación, hablaremos de otros recubrimientos y su comparación con el powder coating:
La pintura líquida gotea, conlleva procesos más lentos, aunque se utilicen pistolas para pintar, y se generan muchos desperdicios en el proceso. Además, estas pinturas llevan solventes inorgánicos, que representan un riesgo significativo hacia el medio ambiente, pero también para la salud de los trabajadores y las instalaciones de la planta de trabajo en caso de explosiones o incendios.
El anodizado es un proceso de pintado electroquímico, en el que se forma una capa de óxido en la superficie de materiales de aluminio para formar una unión resistente con el sustrato. Sin embargo, es un proceso más costoso, por lo que se utiliza para aplicaciones más específicas, como la fabricación de instrumentos quirúrgicos o dispositivos de aviación. Además, la variedad de colores que se obtienen con el anodizado es limitada.
El galvanizado es un proceso de recubrimiento de metal con zinc para protegerlo contra la corrosión. Es muy efectivo y económico, pero se obtiene un acabado menos estético.
Es un proceso similar al galvanizado, pero utiliza otros metales como el cobre o el níquel para cubrir al metal. Ofrece una buena conductividad eléctrica y resistencia a la corrosión, pero acabados menos estéticos.
| Tipo de recubrimiento | Powder coating | Pintura líquida | Anodizado | Galvanizado |
| Aplicación | Electroestático, seguido de curación en horno | Brocha, rodillo o pistola | Electroquímico en baño de electrolitos ácidos | Inmersión del metal en baño de zinc caliente |
| Tipo de pigmento | Polvo de resina | Pigmentos, solventes, resinas | Colorantes orgánicos o minerales | Pinturas epoxi |
| Ambiente | Amigable con el medio ambiente, sin solventes orgánicos | Puede contener compuestos orgánicos volátiles (COV) | No usa solventes orgánicos pero genera residuos contaminantes | Emisiones de COV, riesgo de contaminación por vertido de ácidos |
| Eficiencia | Mayor eficiencia en la aplicación, menos desperdicio | Mayor riesgo de goteos y desperdicio | Excelente adherencia y poco desperdicio | Excelente adherencia al sustrato |
| Espesor | Mayor espesor y uniformidad | Espesor variable, mayor riesgo de zonas delgadas | Recomendado para espesores ligeros | Espesores variables |
| Resistencia | Alta resistencia a la abrasión, químicos e impactos | Baja resistencia a la abrasión y químicos | Resistencia a la abrasión, corrosión y arañazos, pero puede acumular suciedad | Resistencia a la corrosión y rayaduras, pero no a altas temperaturas |
| Acabado | Amplia gama de acabados, incluyendo texturas y efectos especiales | Amplia gama de acabados, pero limitado en texturas | Tiene una paleta limitada de colores. | Acabado uniforme con pocos colores disponibles. |
| Costo | Costo inicial más alto debido al equipo, pero menor costo operativo a largo plazo | Costo inicial más bajo, pero mayor costo operativo a largo plazo | Costo inicial superior, con menor costo operativo a largo plazo | Costo inicial bajo, pero riesgo de formar óxido ante condiciones húmedas |
Si está interesado en apostar por esta alternativa para sus proyectos, no dude en contactar a nuestra atención directa en planta a través de nuestro teléfono (76) 37860247. En Rehisa Resortes podemos aclarar todas sus dudas respecto a este producto y ofrecerle servicios de aplicación con garantía de calidad. Contáctenos y obtenga una cotización.